

整合的工艺
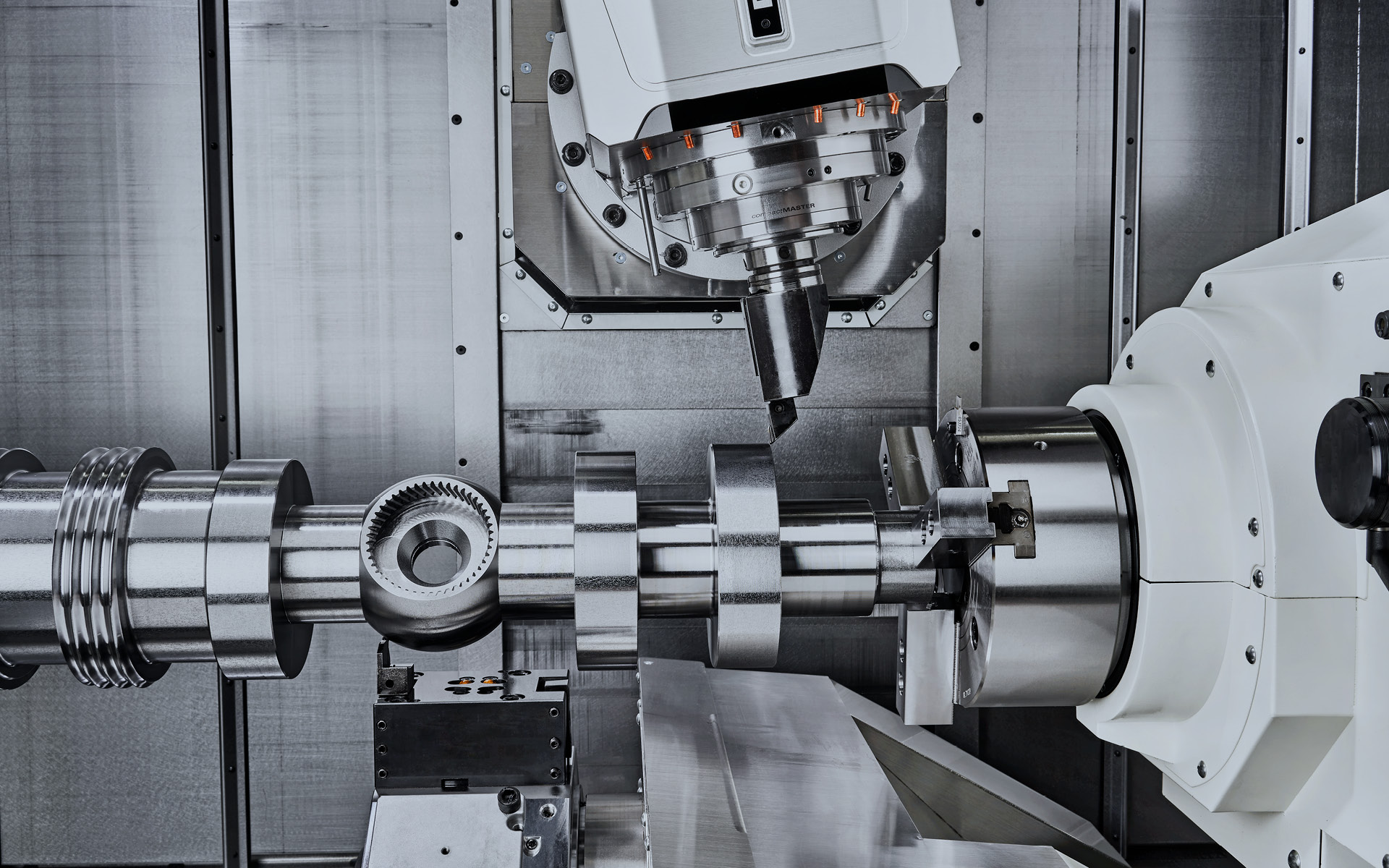
车铣
车/铣复合6面完整加工
亮点
- 100%车削:
车削直径可达ø 1,070,可加工长度达6,000mm的大型工件。 - 100 %铣削:
Y轴行程达660 mm,超紧凑的机床结构和获专利的compactMASTER车/铣主轴,转速达20,000 min−1或扭矩达220 Nm(NT:车/铣复合主轴,转速达12,000 min−1或扭矩达302 Nm) - 100 %刀具:
多达180刀位,加工更灵活和装件时间更短 - 特有的软件和技术循环,例如自由曲面的五轴联动加工,槽,自由形状的零件,车削,车螺纹等
- 机内测量:多维工件测量和刀具测量和钻头破损控制
- 自动化:丰富的自动化解决方案,可升级改造
完整加工,提高生产力达300%

- 完整的加工:1台机床、4步加工
- 传统工艺:3台机床、10步加工
通过网络研讨会了解更多信息

工件

肩骨植入体
- 钛(TA6V ELI ISO 5832-3)
- 医疗器械
- ø 50 × 120 mm

刀塔盘
- CK 45
- 机械工程
- ø 420 × 120 mm

起落架部件
- 铝 (EN AW-7003)
- 航空航天
- ø 300 × 800 × 180 mm

导向叶
- X13Cr12Ni2W1V-5
- 能源工程
- ø 110 × 770 mm
事实

配B轴,优于不同的刀塔型车削中心,附加值更高
更高灵活性,多达180刀位,在主轴和副主轴上可用一把刀进行轴向和径向加工
第二刀架为下刀塔,可4轴加工
多达12位动力刀和Y轴行程达80 mm
















